")
")

1. Наименование и назначение.
1.1. Мобильный рельсосварочный Комплекс МРК-01СТ контейнерного типа (далее Комплекс) предназначен для сварки непрерывным или пульсирующим оплавлением рельсов в путевых условиях. Площадь поперечного сечения свариваемых рельсов от 6500 мм² до 10000 мм². Снятие грата происходит автоматически непосредственно после сварки.
Условия эксплуатации рельсосварочного Комплекса:
- интервал температур от - 20°С до + 40°С;
- влажность окружающего воздуха до 80% при температуре +20°С и до 100% при температуре +25°С.
2. Технические требования.
2.1. Сварочный Комплекс построен на жестком рамном основании, имеющем стандартные крепления для размещения на железнодорожной платформе и укомплектован гидравлическим манипулятором, подвесной рельсосварочной машиной, установкой индукционного нагрева для термической обработки сваренного стыка, комплектом шлифовальных станков для обработки рельсового стыка.
2.2. Состав Комплекса:
- блок-контейнер;
- гидравлический манипулятор;
- подвесная рельсосварочная машина типа МСР-120.02 У1 с системой управления и замкнутой системой охлаждения;
- установка индукционного нагрева для термообработки сварного стыка УИН001-100/РТ-П;
- дизель-генераторная установка VOLVO-PENTA 550 кВА;
- электрические тали для подъема и загрузки технологического оборудования;
- комплект ЗИП.
2.2.1. Конструкция блок-контейнера.
Блок-контейнер (далее – контейнер) предназначен для размещения в нем оборудования Комплекса и его безопасной эксплуатации с защитой от воздействия внешних факторов окружающей среды.
Контейнер должен обеспечивать возможность его установки и крепления на железнодорожной платформе в любое время года, в любых погодных и климатических условиях, а также многократную передислокацию без потери эксплуатационных качеств.
Корпус контейнера - прямоугольный с габаритами 8042х2438х2900мм (ДxШxВ). Внешняя электрическая таль добавляет 200 мм длины. Основание контейнера – прочная сварная металлическая рама со стандартными фитингами для крепления на железнодорожной платформе. Крыша изготовлена из клееной сэндвич-панели, стены изготовлены из профилированного металлического листа. Крыша отсека манипулятора имеет откидывающийся вверх капот. Внутренняя обшивка стен-профилированный алюминиевый лист. Пол – стальной профилированный лист толщиной 4 мм. Для обеспечения быстрого доступа к установленному оборудованию в контейнере предусмотрены боковые и фронтальные двери. В дверях установлены замки. Для защиты радиатора системы охлаждения дизель-генераторной установки от механических повреждений и направления выходящего потока воздуха вниз предусмотрены защитные жалюзи.
Контейнер оборудован системами рабочего освещения 24В, аварийного освещения – 24В и наружного освещения зоны проведения сварочных работ - 220В. Для подключения электроинструмента, в контейнере установлены трехфазные и однофазные электрические розетки на напряжение 220В.
Контейнер укомплектован порошковыми и углекислотными огнетушителями в количестве 4 штуки.
2.2.2. Гидравлический манипулятор.
Манипулятор обеспечивает плавную, без рывков и подёргиваний, установку сварочной головки на рельсовый стык.
Управление манипулятором обеспечивается посредством пультов, размещенных с правой и левой сторон манипулятора, а также непосредственно на сварочной головке.
Параметры манипулятора гидравлического соответствуют величинам, указанным в таблице 1.
Таблица 1
Наименование параметра |
Значение |
|
Грузоподъёмность манипулятора, кг |
4000 |
|
Вылет стрелы относительно оси поворота, мм |
4000 |
|
Высота подъема сварочной головки от поверхности пути, мм |
550 |
|
Угол поворота, град. |
± 60 |
|
Давление масла в гидравлической системе, МПа |
21 |
|
Электрический ток, постоянный, В |
24 |
Штоки гидроцилиндров манипулятора защищены кожухами, устойчивыми к воздействию сварочных брызг.
При прекращении подачи энергии манипулятор самостоятельно останавливается, если управляющие элементы не находятся в нулевом положении. Кроме того, обеспечена возможность ручного подъема, опускания и втягивания стрелы до положения, в котором манипулятор находится в безопасном положении.
2.2.3. Конструкция машины сварочной МСР-120.02 У1 с системой управления и замкнутой системой охлаждения.
Параметры и размеры машины соответствуют величинам, указанным в таблице 2.
Таблица 2
Наименование параметра |
Значение |
|
Номинальное напряжение питающей сети, В |
380 |
|
Частота питающей сети, Гц |
50 |
|
Мощность при ПВ=50%, кВА, не менее |
240* |
|
Наибольший вторичный ток, кА, не менее |
72 |
|
Номинальный длительный вторичный ток, кА |
21,4* |
|
Полное сопротивление вторичного контура, мкОм не более |
110 |
|
Коэффициент трансформации сварочных трансформаторов |
48 |
|
Максимальное усилие осадки, кН |
1 500 |
|
Номинальное усилие осадки при давлении 30,0 МПа, кН |
1 200 |
|
Максимальное усилие зажатия, кП |
3 200 |
|
Усилие зажатия при давлении 29,0 МПа, кП |
2 800 |
|
Рабочее давление в гидросистеме, в ветке осадки с подтяжкой, МПа (кгс/мм |
30,0 (300) |
|
Рабочее давление в гидросистеме, в ветке зажима с подтяжкой, МПа (кгс/мм |
29,0 (290) |
|
Наибольшая скорость осадки, мм/с, не менее |
30 |
|
Пределы регулирования скорости оплавления, мм/с |
0,2-1,2 |
|
Ход подвижных корпусов, мм |
95 |
|
Машинное время сварки рельса Р65, с, не более |
240 |
|
Производительность при сварке рельсов Р65, сварок/час, не менее |
8 |
|
Габаритные размеры, мм (длина х ширина х высота): |
1 876х993х1 130 |
|
Масса, кг |
3 750 |
Машина сварочная обеспечивает снятие грата в автоматическом режиме после сварки с последующим перемещением механизма в исходное состояние.
Система управления машиной выполнена на базе промышленного контроллера Omron серии NX и обеспечивает:
- ввод, задание и контроль технологических параметров определяющих качество сварного соединения;
- управление процессом сварки;
- контроль состояния исполнительных механизмов машины;
- контроль состояния силовой электрической части машины;
- предоставление оператору в режиме реального времени информации о ходе процесса технологического процесса сварки;
- накопление и хранение информации о протекания процесса сварки каждого сваренного стыка;
- выдачу паспорта на каждый стык;
- самоконтроль и самодиагностику.
Система управления обеспечивает автоматическое сравнение номинальных и фактических показателей, отражает состояние процесса сварки в виде диаграмм и таблиц.
В паспорте (протоколе сварки) на каждый сваренный стык содержится следующая информация:
- фамилия и имя оператора;
- фамилия и имя мастера;
- дата сварки;
- номер стыка;
- тип рельса;
- режимы сварки;
- продолжительность сварки;
- осциллограмма процесса сварки;
- первичное заключение о годности стыка по результатам допускового контроля.
Замкнутая автономная система охлаждения обеспечивает надежный и эффективный отвод тепла от электродной части сварочной машины и сварочных трансформаторов. Охлаждающая жидкость – Антифриз G12 или аналог.
2.2.4. Комплекс индукционного нагрева для термообработки сварного стыка УИН001-100/РТ-П.
Комплекс высокочастотный индукционный нагревательный УИН001-100/РТ-П предназначен для термообработки сварных стыков рельсов в путевых условиях. Процесс термообработки сварных стыков рельсов заключается в равномерном нагреве всего сечения рельса в зоне сварного стыка до заданной температуры с последующей закалкой головки рельса путем принудительного охлаждения сжатым воздухом.
Состав Комплекса:
- преобразователь частоты;
- термообрабатывающий модуль, состоящий из нагревательного блока, закалочного устройства и блока управления процессом термообработки;
- компрессор с ресивером;
- станция водоохлаждения;
- коммутационные блоки.
Параметры Комплекса УИН001-100/РТ-П соответствуют величинам, указанным в таблице 3.
Таблица 3
Наименование параметра |
Значение |
|
Частота преобразования, кГц |
8 |
|
Температура нагрева, 0С |
850÷900 |
|
Время нагрева, с, не более |
240 |
|
Время охлаждения, с, не менее |
180 |
|
Охлаждение преобразователя частоты |
водяное |
|
Охлаждение индуктора |
водяное |
|
Производительность насоса системы охлаждения, л/мин, не менее |
6 |
|
Давление охлаждающей жидкости, МПа, не менее |
0,2 |
|
Рабочее давление в системе подачи воздуха, МПа |
0,5÷0,8 |
|
Расход воздуха, л/мин, не менее |
4000 |
|
Габаритные размеры составных частей, мм, не более (длина×ширина×высота) |
|
|
Чиллер |
710×563×1626 |
|
Термомодуль |
841×502×670 |
|
Преобразователь частоты |
559×530×1040 |
|
Компрессор |
1240×800×1280 |
|
Ресивер |
1200×620×620 |
|
Масса составных частей, кг, не более |
|
|
Чиллер |
220 |
|
Термомодуль |
50 |
|
Преобразователь частоты |
120 |
|
Компрессор |
530 |
|
Ресивер |
100 |
Режим термообработки сварных стыков рельсов типа Р65 (справочно).
Нагрев:
- потребляемая мощность 25-75 кВА;
- температура нагрева 850-900ºС;
- частота преобразования 8-15 кГц;
- пауза после нагрева 12±3 с;
- время нагрева, не более 180-245 с.
Охлаждение (закалка головки):
- время охлаждения, не менее 180 с;
- рабочее давление воздуха 0.5-0.8 МПа;
- расход воздуха, не менее 3 600 л/мин.
Блок управления технологическим процессом термообработки обеспечивает полную автоматизацию с минимальным участием оператора и реализует следующие функции:
- задание и контроль параметров термообработки (температуры нагрева, времени нагрева, мощности преобразователя частоты, времени закалки, давления воздуха в закалочном устройстве);
- контроль технического состояния оборудования Комплекса по сигналам с датчиков и концевых выключателей;
- визуализация технологического процесса термообработки;
- создание, накопление и хранение паспортных данных (информации о протекании процесса термообработки) на каждый сварной стык с возможностью их распечатки на встроенном принтере;
- создание сменного рапорта по результатам работы Комплекса за смену с выдачей заключения по каждому стыку (годен/не годен) с возможностью распечатки на принтере после окончания смены.
Для обеспечения требуемого расхода воздуха используются компрессор производительностью не менее 3 600 л/мин (при 8 бар) с ресивером объёмом 250 литров.
2.2.5. Дизель-генераторная установка VOLVO-PENTA*.
Параметры дизель-генераторной установки соответствуют величинам, указанным в таблице 3.
Таблица 3
Наименование параметра |
Значение |
|
Тип двигателя |
Дизельный |
|
Модель |
Volvo Penta |
|
Количество цилиндров |
6, рядный |
|
Рабочий объем двигателя, л |
16,12 |
|
Мощность двигателя при 1500 об/мин, кВт |
430 |
|
Удельный расход топлива, л/кВт·ч |
0,216 |
|
Емкость топливного бака, л |
500 |
|
Система охлаждения |
жидкостная |
|
Альтернатор (генератор) |
Stamford HC5D* |
|
Емкость системы охлаждения, л |
60 |
|
Мощность при 1500 об/мин, кВА |
500 |
|
Частота тока, Гц |
50 |
|
Корректор оборотов дизельного двигателя |
электронный |
2.2.6. Электрическая таль для подъема грузов на платформу или внутрь Комплекса.
Таль-лебедка электрическая стационарная тип РА предназначена для подъема, удержания и опускания груза, а также перемещения его в горизонтальном направлении.
Таблица 5
Наименование параметров |
Норма |
|
Рабочее напряжение, В / частота тока, Гц |
220/50 |
|
Грузоподъемность, кг |
250 |
|
Высота подъема, м |
6 |
|
Скорость подъема, м/мин |
8 |
|
Мощность двигателя, кВт |
0,9 |
|
Габариты, ДхШхВ, мм |
370х120х220 |
|
Масса, кг |
16,5 |
2.2.7. Комплект ручного шлифовального и рельсорезного инструмента.
3. Комплект поставки мобильного рельсосварочного Комплекса
контейнерного типа МРК-01СТ.
- блок-контейнер;
- гидравлический манипулятор;
- подвесная рельсосварочная машина типа МСР-120.02 У1 с системой управления и замкнутой системой охлаждения;
- установка индукционного нагрева для термообработки сварного стыка УИН001-100/РТ-П;
- дизель-генераторная установка VOLVO-PENTA 550 кВА;
- электрическая таль – 2 шт.;
- комплект ЗИП.
- эксплуатационная документация в составе:
- паспорт;
- схема электрическая принципиальная;
- схема гидравлическая принципиальная;
- ПО системы управления;
- комплект ЗИП.
Изготовитель оставляет за собой право вносить изменения в конструкцию и комплектацию, не ухудшающие технические характеристики Комплекса.
4. Требования к безопасности.
4.1 Вид климатического исполнения У, категория размещения 1 по ГОСТ 15150.
4.2. Требования безопасности составных частей Комплекса согласно инструкциям по эксплуатации этих частей.
4.3. Степень защиты частей Комплекса, находящихся под напряжением сети IP 20 (кроме электродов сварочной машины IP 00) по ГОСТ 14254-96.
4.4. Класс защиты машины по способу защиты человека от поражения электрическим током - 01 по ГОСТ 12.2.007.0-75.
5. Приемка.
5.1. Приемка Комплекса представителями Покупателя осуществляется на предприятии Изготовителя.
6. Условия поставки.
6.1. Поставка мобильного рельсосварочного Комплекса МРК-01СТ контейнерного типа осуществляется на условиях EXW г. Псков, Россия в соответствии с Инкотермс -2010.
7. Срок поставки.
7.1. Срок изготовления мобильного рельсосварочного Комплекса МРК-01 СТ контейнерного типа составляет 180 дней.
8. Пуско-наладочные работы.
8.1. Изготовитель осуществляет пуско-наладочные работы рельсосварочного Комплекса МРК-01СТ контейнерного типа на предприятии Покупателя.
9. Обучение.
9.1. Изготовитель проводит инструктаж персонала Покупателя по работе на Комплексе и его техническому обслуживанию.
10. Гарантии изготовителя.
10.1. Гарантийный срок эксплуатации – двенадцать месяцев - устанавливается и исчисляется со дня запуска мобильного рельсосварочного Комплекса МРК-01СТ контейнерного типа в эксплуатацию.
11. Послегарантийное и сервисное обслуживание.
11.1. По истечении гарантийного срока Изготовитель по согласованию с Покупателем на договорной основе готов осуществлять послегарантийное и сервисное обслуживание мобильного рельсосварочного Комплекса МРК-01СТ контейнерного типа, включающее выполнение обязательных регламентных работ и поставку необходимых запасных частей.
Компоновочная схема
размещения технологического оборудования
Комплекса мобильного рельсосварочного модульного типа
МРК-01СТ.
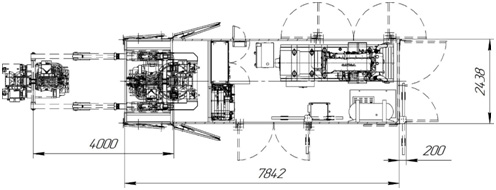


Дизельная установка VOLVO PENTA c генератором Stamford
Станция гидравлического привода

Гидравлический манипулятор с рельсосварочной машиной

Установка индукционного нагрева